
Metalwork - Clifford Heath | Home Page |
This are the things I made while doing a machining course one night a week over two years. Click the pictures to see them at full-screen size.

The toolmaker's clamp is used (often in pairs) to clamp small objects together in position for operations like grinding, drilling, etc. The closeup shows how the inner screw is retained. Both screws were knurled and the threads cut from a piece of 16mm round bar.

The tap spanner was carved out of 15mmx35mm flat bar, with 10mm diameter knurled handles. The slot was milled out on a Bridgeport mill and finished square at the ends with hand tools. The jaws were also cut on the Bridgeport, and are restrained with roll-pins, one to the body, one to the handle. The body and jaws were ground together to finish the piece.
The other item is a simple holder for a 25mm button die, to allow cutting small threads under power using a hand drill. It has a hollow 13mm shaft with a 10mm hole down most of the length, and a single set screw to retain the die.
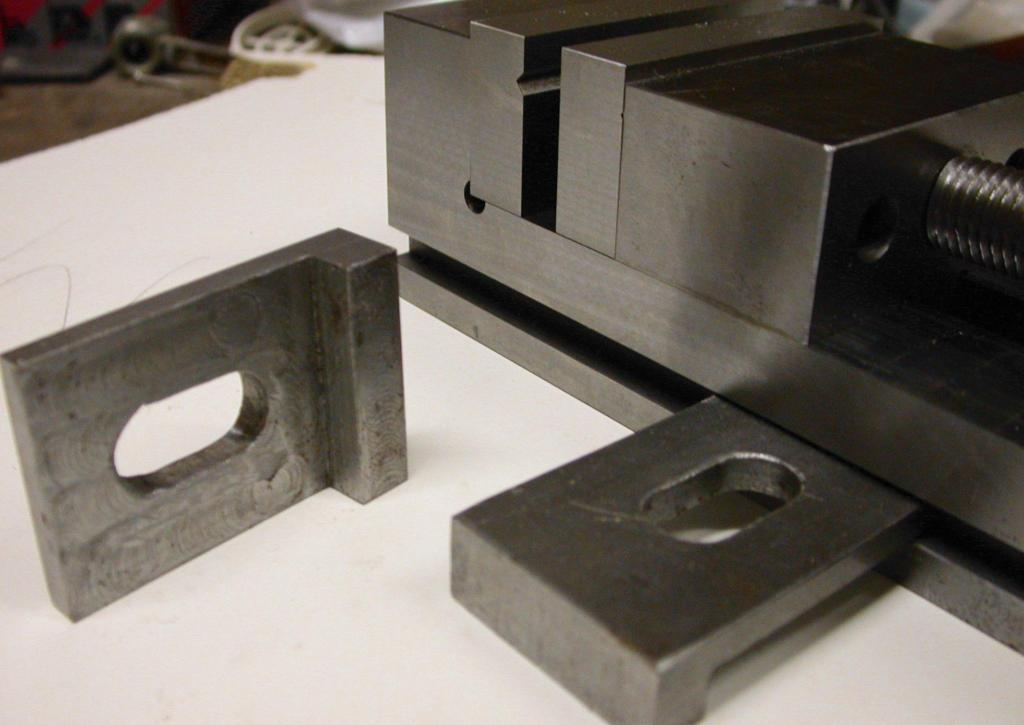
A toolmaker's vice is a precision vice designed for operation by hand, to clamp small pieces in precise positions during grinding or drilling or milling operations.


In this vice, the main body was carved from a piece of 75mmx75mm steel bar (it's 60mmx70mm in size and opens 90mm). The moving block is precision-fitted to the slot in the back, and restrained by two countersunk screws. One of the screw holes is deeper, with a smaller thread at the bottom containing a grub screw set into a groove in the end of the main tightening screw.
The whole vice is case hardened and precision ground all over to a high surface finish, and every edge except the main operational edges (the jaws etc) are beveled to reduce the chance of injury.


The reversable jaws are held in place from behind with 6mm cap screws, countersunk into the body and moving block. They each have a deep and a shallow v-slot (1mm and 3mm) for holding round objects exactly vertical or horizontal.

The 16mm screw thread was cut on a Colchester Master lathe using a tool I ground by hand to the 60 degree angle required for a metric thread. My first two screws got thrown away before I got the hang of cutting such a large thread cleanly. The screw runs through a threaded brass bushing let into the vice body. This bushing has a step in it to prevent it moving when the vice is tightened, and is restrained with Loc-tite (tm). The handle was knurled from a 50mm diameter bar, and is pressed on to the end of the screw.
To bolt the vice to a milling table, I made two brackets with slotted holes and a step the correct height to align with the slots in the sides of the vice - this avoids the need to find correct sized packing when using a conventional restraint.
Sorry, no pictures here. With these jaws I can fold 1mm aluminium accurately including z-shapes and channel down to 3mm spacings.